




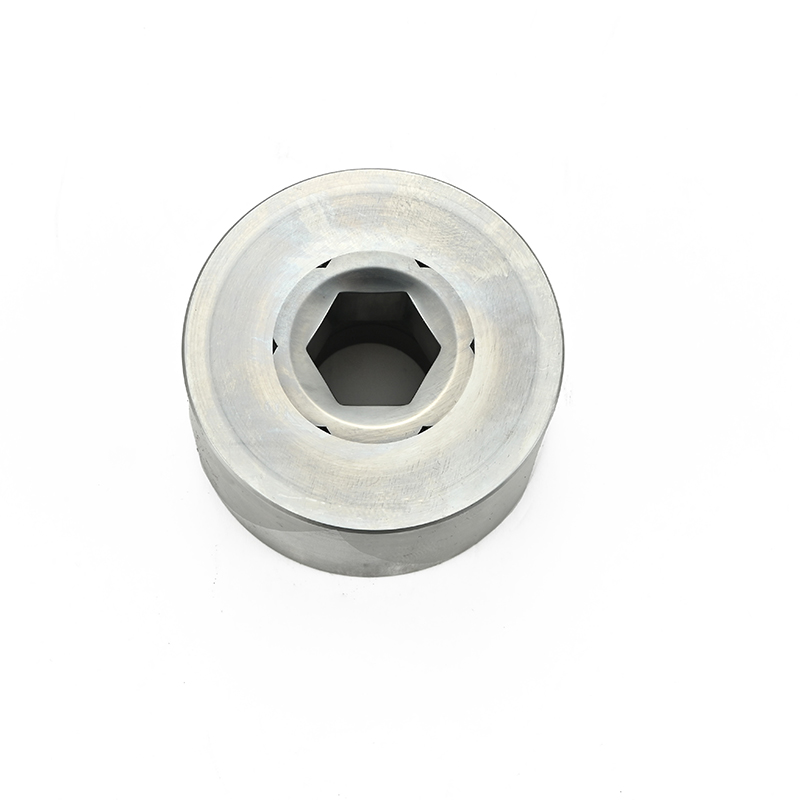


Sześciokątny rdzeń matrycy
| Przedmiot | Parametr |
| Miejsce pochodzenia | Guangdong, Chiny |
| Nazwa handlowa | Nisun |
| Materiał | VA80,VA90,KG6,KG5,ST7,ST6,WĘGIEL |
| Technologia | CAD, CAM, WEDM, CNC, próżniowa obróbka cieplna, Testowanie 2,5-wymiarowe (projektor), tester twardości itp.(HRC/WN) |
| Czas dostawy | 7-15 dni |
| OEM i ODM | 1 szt. Dopuszczalne |
| Rozmiar | Dostosowany rozmiar |
| Uszczelka | PP + małe pudełko i karton |
Matryca z węglika:
1. Matryce z prostym otworem
2. Matryce do wytłaczania
3. Segmentowe matryce sześciokątne
4. Nóż i nóż
5. Dostosowane matryce
Matryce segmentowe mogą być dostarczane jako wkładki lub kompletne zespoły matryc z węglika wolframu lub stali specjalnych.Powszechnie doceniono zalety wymiennych ostrzy segmentowych, które wydłużają żywotność narzędzi.Wszystkie narzędzia są certyfikowane przed wysłaniem do klientów.
Jako wydajna i szybko rozwijająca się firma, Nisun aktywnie angażuje się w dostarczanie ekskluzywnych sześciokątnych form segmentowych.Dostarczane produkty cieszą się powszechnym uznaniem na całym świecie za najlepszą jakość i łatwą instalację.Formy te są produkowane przez innowacyjnych specjalistów i zaawansowaną technologię oraz są wykorzystywane do produkcji różnego rodzaju elementów złącznych w różnych gałęziach przemysłu.Ponadto możemy również dostarczyć produkty o różnych rozmiarach zgodnie z potrzebami klienta.
1. Wybierz materiał i rozmiar ze stali wolframowej, aby śruby lub nakrętki były prawidłowe.
2. Zgodnie z różnicą trudności formowania, wielkości, długości śrub i nakrętek, konstrukcja matrycy powinna być zaprojektowana rozsądnie, forma wielostanowiskowa i nakrętka powinna być przydzielana na rozsądnej podstawie denerwującej deformacji i czasów formowania.
3. Forma ma doskonałe wykonanie, dokładny rozmiar, średnicę otworu, aby spełnić wymagania dotyczące wykończenia lustra.
4. Margines dystrybucji napięcia zakłócającego, wybierz odpowiedni rozmiar stożka ze stopu.
5. Tuleja stalowa musi być sztywna i dobrze podgrzana, a zakres twardości po obróbce cieplnej próżniowej powinien wynosić od 45 ℃ do 48 ℃.
6. Utrzymuj otwór matrycy i powierzchnię drutu w czystości i gładkości, drut ciągniony na zimno musi być mocno przybity po wyżarzaniu kuli.
7. Do szlifowania cyklu i końca wolframu używamy koła diamentowego.





